
J’ai écrit ce billet de blog pour ceux qui ont des scies à tronçonner qui ont besoin d’être affûtées. Il ne s’agit pas de restaurer une scie à tronçonner (même si l’affûtage est un processus de restauration), mais de ceux qui ont acheté une scie à tronçonner et l’ont émoussée lors d’une utilisation normale. Le travail de restauration des scies négligées et maltraitées est un niveau plus avancé d’affûtage des scies que je présenterai peut-être plus tard.

Affûtage des scies à tronçonner
Ce n’est pas compliqué d’affiner les coupes transversales, mais en fait, cela devient un peu plus complexe pour plusieurs raisons, donc je pense pouvoir expliquer pourquoi ici, puis poursuivre en montrant la vidéo que nous venons de filmer et qui devrait être prête dans un avenir proche.
La différence avec les coupes transversales

Les scies à tronçonner doivent être affûtées sous deux angles à l’intérieur des dents au lieu d’un seul angle carré que nous utilisons pour les scies à refendre. En d’autres termes, la ou les dents de la scie à refendre sont affûtées avec la lime tenue à 90 degrés dans les deux sens, ce qui maintient la lime de scie à l’équerre par rapport à la plaque le long de la ligne des dents, puis à l’équerre par rapport à la verticalité de la plaque de scie lorsqu’elle est tenue. verticalement dans une pince ou un étau.

Cela signifie que la lime est de niveau et d’équerre lorsque le trait de la lime passe sur les dents. En raison de ce profil de biseautage requis pour les dents à coupe transversale, lorsque nous limons les dents, nous devons créer un biseau de chaque côté des dents individuelles, créant ainsi le pinacle ou la dent de flamme. En inclinant la lime selon un angle par rapport aux bords arrière et avant des dents adjacentes, et parce que deux des trois facettes de la lime coupent l’acier avec le même passage de lime, nous développons efficacement deux biseaux sur deux dents séparées mais adjacentes. en même temps.
Cela signifie que nous affûtons le devant d’une dent et le dos de l’autre.
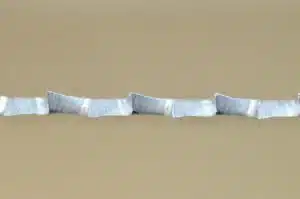
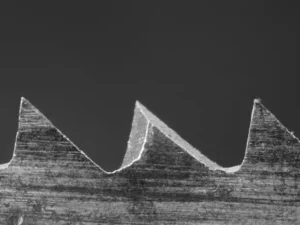
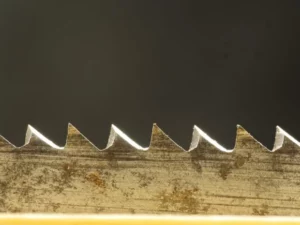
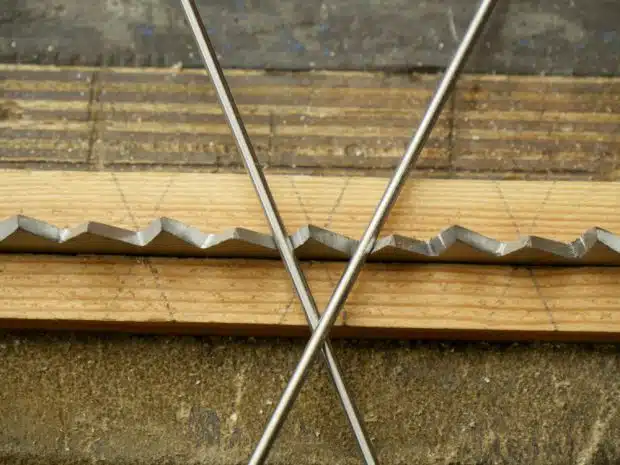
En sautant une dent sur deux, nous développons le tranchant de la moitié de chaque dent au fur et à mesure que nous parcourons la longueur de la scie, affûtant chaque dent sur deux. En tournant la scie bout à bout, nous commençons la même procédure, en sautant les arcades dentaires que nous avons déjà limées et en proposant également la lime à un contre-angle égal à l’angle auquel nous avons limé les dents précédentes. Cet angle est généralement de 65 degrés sur la ligne dentaire, mais il peut être plus ou moins. Habituellement, pour la résistance et la rétention des bords, et sur les scies occidentales en général, nous visons généralement environ 65 degrés ou moins. Ce que vous voyez dans l’image ci-dessus est le motif de flamme d’une dent transversale. Ci-dessous, vous voyez l’angle de 65 degrés nécessaire pour limer la moitié du biseau de la dent sur deux dents adjacentes, puis en dessous, vous voyez un contre-angle qui complète le biseautage de la dent qui crée la dent transversale.
La deuxième dynamique qui rend l’affûtage des coupes transversales plus complexe est que, bien que la taille des dents puisse être la même que celle d’une dent de scie à refendre, par exemple, la quantité d’acier laissée dans la ou les dents après le profilage des dents à la flamme est nettement inférieure. Grâce à l’angle biseauté que nous développons, lorsque la dent est terminée, nous avons effectivement retiré une quantité importante d’acier de la dent ; sans faire le calcul, peut-être jusqu’à la moitié. C’est ici que nous rencontrons un problème de front. Sur les scies à dents plus petites telles que les scies à dos de différentes tailles, une fois établies en coupe transversale, il est trop facile de limer une dent entière d’un seul coup. Cela se produit d’autant plus que la plaque de scie est fine. C’est pourquoi, dans la réalité de la vie quotidienne, avec des scies de différentes tailles, il est très pratique de déterminer quelles scies vous utiliserez pour quoi et de les affûter en fonction de la tâche. Toute scie dont les dents sont plus petites que, disons, 10 points par pouce de longueur de scie est mieux affûtée pour un motif de coupe longitudinale. Avec de très petites dents et surtout avec des plaques fines, il est très facile de limer une dent entière, même avec un passage léger et partiel. Examinons maintenant la raison pour laquelle les scies à dos sont affûtées principalement selon un modèle de coupe longitudinale. Juste pour clarifier le raisonnement.
Motif de déchirure ou de coupe transversale––Lequel choisir ?
En regardant la majorité de nos travaux de menuiserie, et la menuiserie est très différente du refendage à la scie et du tronçonnage des planches, la plupart des joints ont beaucoup plus de refendage que de tronçonnage. C’est particulièrement le cas des deux assemblages les plus courants, l’assemblage à tenon et mortaise et l’assemblage à queue d’aronde. Les côtés des queues d’aronde, par exemple sur une double queue d’aronde, auront quatre longues facettes le long du fil et seulement deux facettes transversales pour lesquelles nous avons besoin de la scie à queue d’aronde.
 Pour cette queue d’aronde, j’ai coupé 5 pouces carrés dans la coupe longitudinale, mais seulement 0,5 pouce carré dans la coupe transversale.
Pour cette queue d’aronde, j’ai coupé 5 pouces carrés dans la coupe longitudinale, mais seulement 0,5 pouce carré dans la coupe transversale.

 C’est également le cas pour la coupe à tenons.
C’est également le cas pour la coupe à tenons.
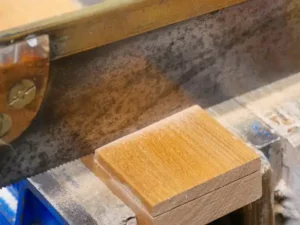
Un tenon à l’extrémité d’un rail de table basse, comme illustré ici, comporte 6,18 pouces carrés de coupe longitudinale à grain long de chaque côté d’un seul tenon pour former les joues à l’aide d’une scie à tenon pour les couper.

Couper une épaule utilise seulement 0,75 pouce carré de coupe d’épaule à grain croisé. Nous voyons donc ici que les scies à refendre sont précieuses dans les scies de menuiserie et que les dents plus petites coupent parfaitement bien en mode coupe à refendre.

D’un autre côté, si vous coupez du bois à grande échelle, ce qui n’est pas le cas de la plupart des gens, il existe de véritables arguments en faveur d’une scie à tronçonner, car la majorité de votre travail pourrait nécessiter de conserver une telle scie à dos selon un modèle de coupe transversale. Je pense donc qu’ici je repose mes arguments en faveur de l’affûtage de la majorité des scies de menuiserie telles que les scies à tenon et à queue d’aronde selon un modèle de coupe longitudinale et non de coupe transversale.
À mon avis, il est préférable d’affûter les scies avec des dents plus grandes que 10 PPI (points par pouce), ce qui signifie avoir, par exemple, une scie de 7 PPI pour la refente et une autre de la même taille de dent pour la coupe transversale dédiée. La plupart du temps, je choisis cela comme modèle commercial général parce que les dents sont plus adaptées au grain du bois que nous coupons. Les dents plus petites couperont facilement en travers et en refente avec le motif de coupe en long comme modèle de dent standard dans les scies de menuiserie. Plus la dent est petite, moins la scie doit être dédiée au tronçonnage. Avec des dents plus grandes, cela devient beaucoup plus problématique et nous consacrons donc généralement les scies à une tâche. Pour résumer, les scies avec de petites dents, 10 PPI et plus, effectueront facilement des coupes longitudinales et transversales, tandis que les dents de 9 PPI et moins ont du mal si elles ne sont pas dédiées aux modèles de coupe transversale ou longitudinale.
Maintenant que nous avons la logique, nous pouvons examiner la pratique de l’affûtage proprement dit. Surveillez prochainement la deuxième partie.